全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303

1、调整主轴仰角时,切不可将基座上部靠近主轴前端的两个内六角螺钉松开,否则会使主轴位置的零位走动,并严禁运用锤子等物敲打。分度盘蜗杆和蜗轮的哧合间隙要调整得恰当,过紧易使蜗轮磨损,过松会使分度精度降落。2、经常留意各局部的光滑,并按阐明书上的规则,做到定期加油。在分度盘上夹持工件时,要先锁紧分度盘主轴,紧固时不用力过猛过大,切忌用力敲打工件,分度时,普通是沿顺时针方向摇,在摇动过程中,尽可能要匀速且平均,一旦过位则应将分度手柄返回半圈以上以消弭间隙,然后再按原来方向到规则位置渐渐插入定位销。

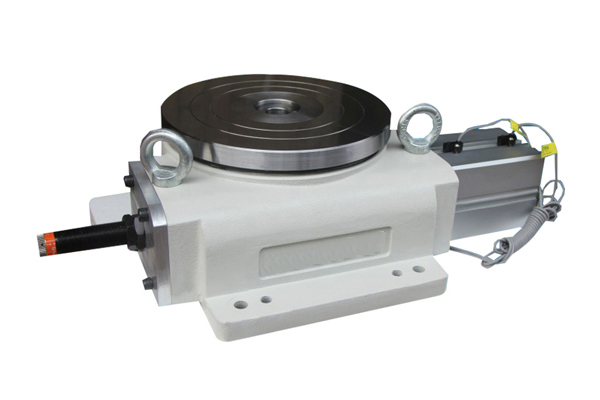
HV系列横立两用是铣床的主要附件之一,可用在铣床上进行分度钻孔或铣削、圆周切削、镗孔、锪平等工作。每个规格的工作台分别提供连接不同卡盘的法兰盘,作为特殊订货,并将法兰盘独立包装。1.采用高强度FC30铸铁制造2.适合铣床或其它特殊机械作分割切削使用3.新型的主轴锁固系统,较传统双边压板型,锁固更强,切削更稳固4.可做360度过转,把手回转一圈4度,最小刻度划10秒5.可做水平及垂直方向使用6.可做附加特别附件:蜂巢板及尾座7.减速比例1:90
1、调速运行时的周围温度要求为5——40℃(普通型)。2、每半年检查一次轴承润滑脂,对于磨损的轴承应更换。3、每次检修时,应校验一次空载电流转速曲线。不符合原始记录时,应查明原因并及时调整。4、检查换向器刷火情况。不正常的刷火,应及时处理;轻微的斑点和弧光熏黑的换向器表面,可用柔石或精细纱布打磨。5、要求每周检查一次电刷装置。要求刷压正常,换向器上刷压为0.03MPa,各刷压大小一致;集电环上的刷压为0.20MPa。

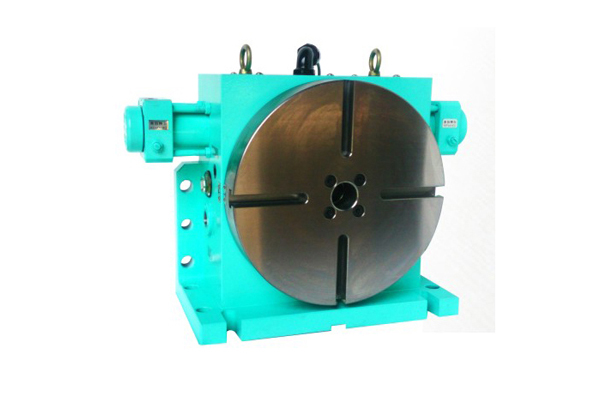
是将工件夹持在卡盘上或两顶尖间,并使其旋转、分度和定位的机床附件.主要用于铣床,也常用于钻床战争面磨床,还可放置在平台上供钳工划线用。1)运用快速挪动或寸动形式下运转分度盘时,须按住"+4"或"-4"一秒后才干转动.转动完毕后,数控分度盘将自动变成夹紧状态。2)手轮形式下,将轴选选择在""档无需任何等候,即可旋转。深圳市恒佳精密设备有限公司是一家专业于从事旋转工作台及机电一体化设备的研发生产及销售为一体的厂家。
是铣床上常用的工具,需要正确的使用和维护,以保持它的分度精度,和延长它的使用寿命,下面为大家介绍一下在使用的时候需要注意什么事项吧。①经常擦洗干净,按照要求,定期注油润滑。分度头②在装卸和搬运时,要保护好主轴前后锥孔面和底平面,严防碰撞,并经常润滑,防止生锈或有杂物。③底部定位键的侧面是精度很高的定位面,注意不要损伤,否则会影响定位准确性。④内的蜗轮和蜗杆间应该有一定的啮合间隙。这个间隙保持在0.02~0.04mm范围内。
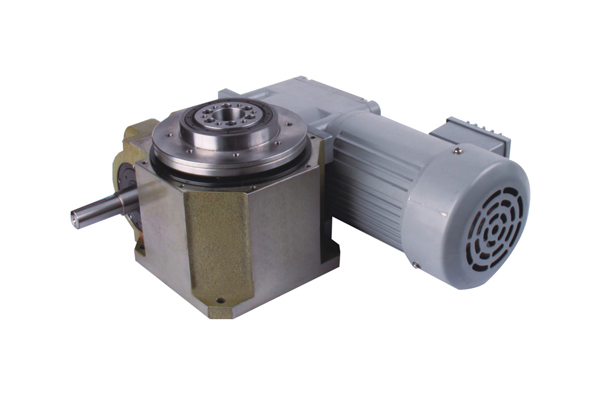
电子分度盘是数控分度盘输入轴上的共轭凸轮与输出轴上具有均匀分布的滚针轴承的电子分度盘垂直啮合。凸轮表面的曲线段带动分度盘上的滚针轴承开始分度盘转动,直线段使分度盘静止并定位自锁。数控分度盘的结构及工作原理,钢球定位分度盘机构的结构。它依靠高精度的基盘4和高精度钢球来提高分度机构的精度。在297.61238mm的底座筒体上设有120个8号钢球,无间隙,与同一端面接触。球外设置五圈压实。一个30度的斜面正对着球。压环压实时,钢球压在底座筒体和端面上。



