全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303
的磨削加工通常分度盘以孔或槽定位。孔定位分度盘,有直孔锥孔两种形式:槽定位分度盘有三种形式:一槽两面带有斜度,二单面带斜度,三槽两面均无斜度。使用证明,用于直接精确分度时,以槽定位,尤其两面带斜度更受欢迎,它的特点是:槽口往一个方向磨偏时,心位置平移,对等分没有影响。这种情况磨削易出现,槽口磨偏情况左右对等时,心位置亦不变,因此亦不影响等分误差。 槽口单方向有偏差时,心平移数值等于偏差数
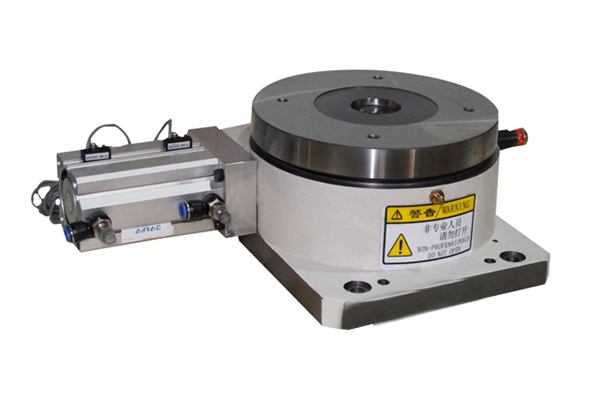
是将工件夹持在卡盘上或两顶尖间,并使其旋转、分度和定位的机床附件。按其传动、分度形式可分为蜗杆副分度盘、度盘分度盘、孔盘分度盘、槽盘分度盘、端齿盘分度盘和其它分度盘(包括电感分度盘和光栅分度盘)。按其功能可分为万能分度盘、半万能分度盘、等分分度盘。按其结构形式又有立卧分度盘、可倾分度盘、悬梁分度盘。作为通用型机床附件其结构主要由夹持部分、分度定位部分、传动部分组成。分度盘主要用于铣床,也常用于钻床和平面磨床,还可放置在平台上供钳工划线用。

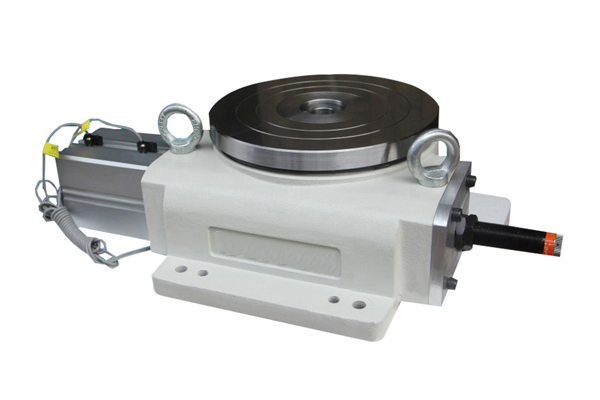
在电力分度盘中M10是指分度盘夹紧代码,M11指分度盘松开代码,在MDI模式下,输入相应的代码进行电力分度盘的夹紧和松开动作或在程序中加入相应代码,进行分度盘的夹紧和松开动作.当用程序旋转分度盘时,须在旋转指令的前一句加上M11(分度盘松开代码)使分度盘松开,分度盘才能转动..当在分度盘上锁紧工件时,建议在MDI模式下运行M10(分度盘夹紧代码)或将模式选择为快速移动模式、寸动模式.分度盘夹紧后,再来锁紧工件这样能有效的保护分度盘的分度精度,减小外力对蜗轮蜗杆的损坏,提高使用寿命.
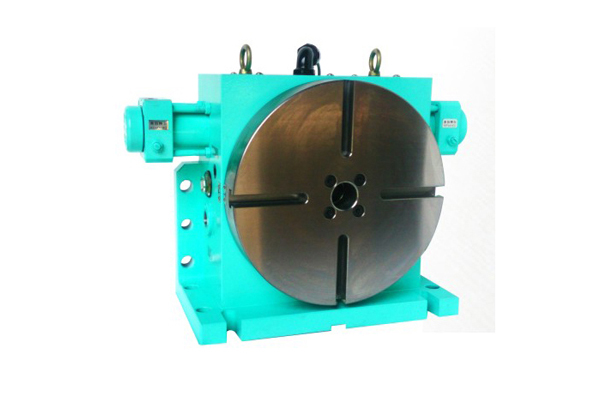
是铣床的其中一个重要附件,可以在铣床零件加工过程中进行的分度钻孔、铣削或是圆周切削的操作手法。将夹在卡盘上或两个零件的顶之间让其进行转动工作的机床零件,大多是用在自动化设备领域中。 铣床分度盘是铣床很多夹具中的一种夹具。对于分度盘,是需要进行加工轴类工件时,可以应用多功能的分度头对零件进行装夹。铣床分度盘在操作前应提前把按钮的选择操作杆完成定位后还需要把操作杆进行还原工作。若分度头不动则应该是在选择按钮操作时选择有误造成的。要返回到初始处重新进行操作。

程序写法: 在程序写的时分 当油压单元开启后5sec 在锁紧,回位的状态 依次执行 回位,锁紧(此种情况避免避免旋转,回位的油缸在停机一段时间后,会有泄压现象{当然产生的有诸多缘由},这样启动就不会有错位现象)。作MANUAL 时,的程序应写成如下:1.松开,锁紧 自身就是2位电磁阀 (而且运用机械坚持,所以无须烦写)2.旋转,回位写单步的完成动作(也就是按一下按纽就能够完成其单步的完成)3.旋转,回位写成jog的动作(此动作避免在非正常的情况下e.g.三片离合齿错齿现象)



