全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303

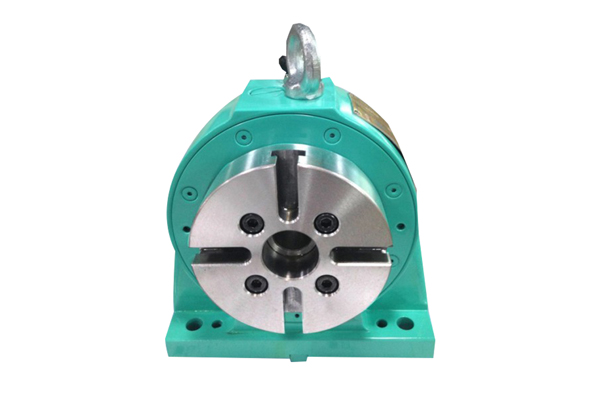
的磨削加工通常分度盘以孔或槽定位。孔定位分度盘,有直孔锥孔两种形式:槽定位分度盘有三种形式:一槽两面带有斜度,二单面带斜度,三槽两面均无斜度。使用证明,用于直接精确分度时,以槽定位,尤其两面带斜度更受欢迎,它的特点是:槽口往一个方向磨偏时,心位置平移,对等分没有影响。这种情况磨削易出现,槽口磨偏情况左右对等时,心位置亦不变,因此亦不影响等分误差。 槽口单方向有偏差时,心平移数值等于偏差数
1、调速运行时的周围温度要求为5——40℃(普通型)。2、每半年检查一次轴承润滑脂,对于磨损的轴承应更换。3、每次检修时,应校验一次空载电流转速曲线。不符合原始记录时,应查明原因并及时调整。4、检查换向器刷火情况。不正常的刷火,应及时处理;轻微的斑点和弧光熏黑的换向器表面,可用柔石或精细纱布打磨。5、要求每周检查一次电刷装置。要求刷压正常,换向器上刷压为0.03MPa,各刷压大小一致;集电环上的刷压为0.20MPa。
在中M10是指分度盘夹紧代码,M11指分度盘松开代码,在MDI模式下,输入相应的代码进行的夹紧和松开动作或在程序中加入相应代码,进行分度盘的夹紧和松开动作.当用程序旋转分度盘时,须在旋转指令的前一句加上M11(分度盘松开代码)使分度盘松开,分度盘才能转动..当在分度盘上锁紧工件时,建议在MDI模式下运行M10(分度盘夹紧代码)或将模式选择为快速移动模式、寸动模式.分度盘夹紧后,再来锁紧工件这样能有效的保护分度盘的分度精度,减小外力对蜗轮蜗杆的损坏,提高使用寿命.

其实与第四轴的功能基本是一样的,就是用来分度;只不过第四轴是分为四轴联动的,分为三轴半联动的,就是三轴半联动,而且能用外部数控合来控制。第四轴的作用就是依据控制系统所发射的信号或者发送的指令进行连续性的回转、进给运动或者是做回转分度的调整,然后使数控机床能够按照要求完成所要加工的程序。第四轴通常和立式的加工中心及数控铣床进行配套,可以作用在加T轴和套类的物品进行加工。第四轴可以通过独立的控制程序或装置来控制操作
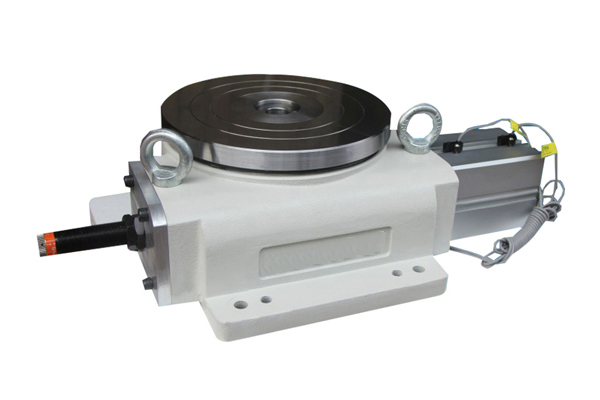
油压分度盘是将工件夹持在卡盘上或两顶尖间,并使其旋转、分度和定位的机床附件。按其传动、分度形式可分为蜗杆副分度盘、度盘分度盘、孔盘分度盘、槽盘分度盘、端齿盘分度盘和其它分度盘(包括电感分度盘和光栅分度盘)。按其功能可分为万能分度盘、半万能分度盘、等分分度盘。按其结构形式又有立卧分度盘、可倾分度盘、悬梁分度盘。油压分度盘作为通用型机床附件其结构主要由夹持部分、分度定位部分、传动部分组成。分度盘主要用于铣床,也常用于钻床和平面磨床,还可放置在平台上供钳工划线用。

对第四轴加工中心,就是X、Y、Z轴再加上一个旋转轴A(厂家认为也可以是B轴或C轴,A、B和C轴的定义是分别对应绕X、Y和Z轴旋转的轴,一般这个第四轴是轴线绕X轴旋转的A轴或轴线绕Y轴旋转的B轴,这个要看实际机床上第四轴的安装位置形式而定的),而且这个第四轴不但可以独自运动而且还可以分别和其他一个轴或两个轴或这四个轴同时联动。有的机床它是有四个轴,但其只能单独运动,只作为分度轴,就是旋转到一个角度后停止并锁紧这个轴不参与切削加工,只作分度,只种只能叫做四轴三联动。



